
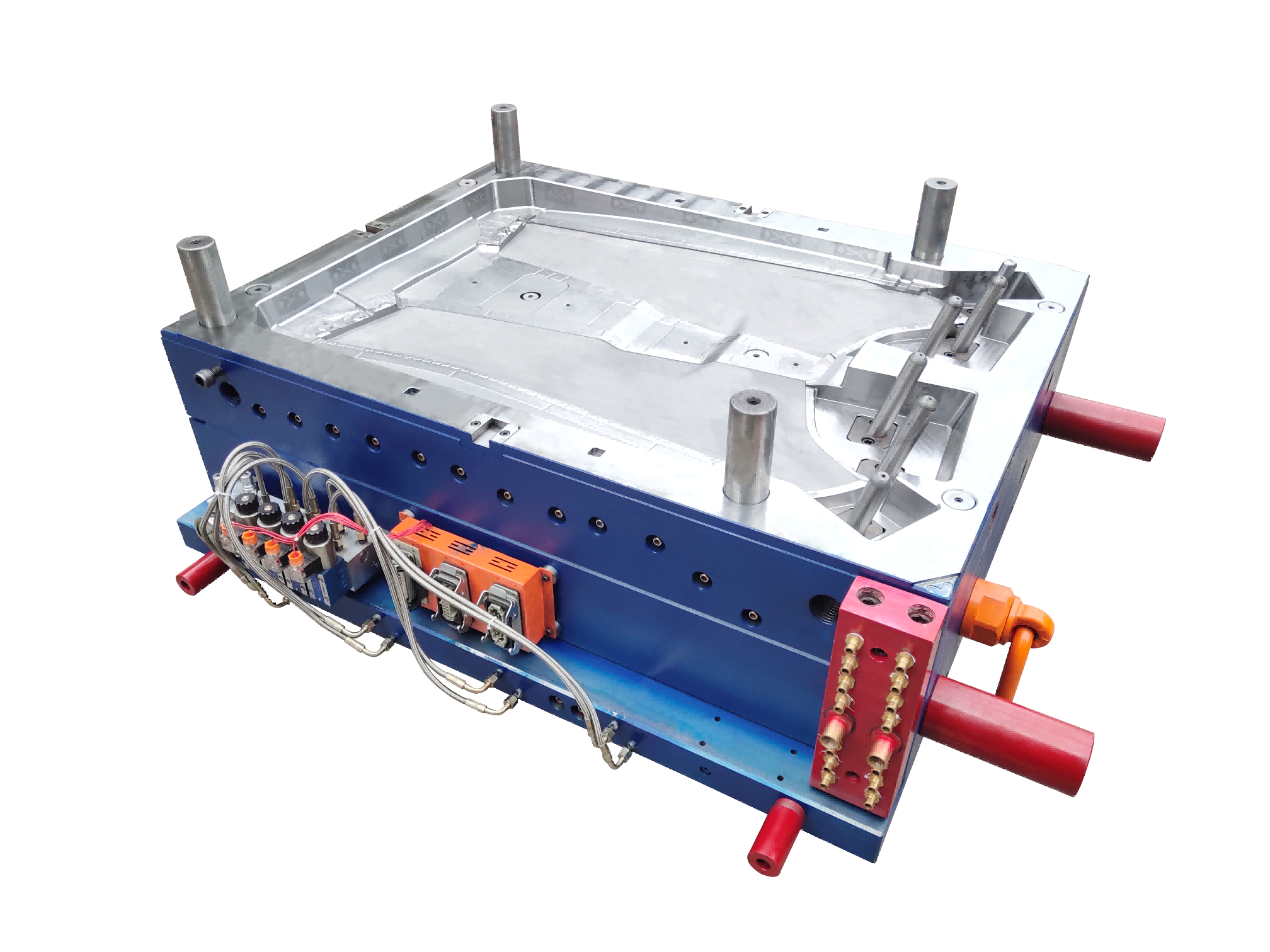
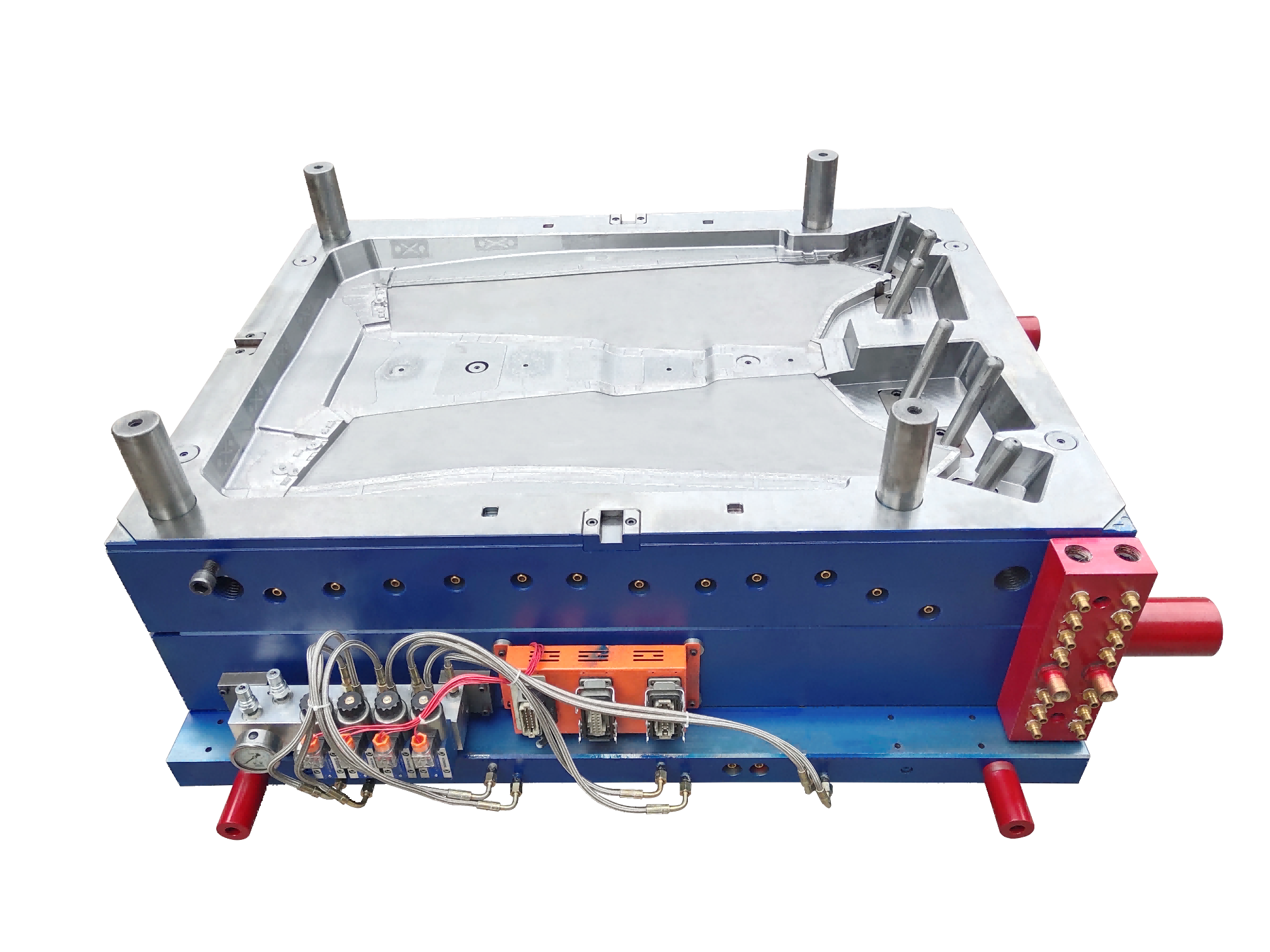
Center Console Mould
Center Console Mould Specifications
| Center Console Mould Cavity Steel | 718H | Compatible Injection Moulding Machine | 1400 Ton |
| Center Console Mould Core Steel | P20H | Raw Material MFI (Example) | PP+EPDM |
| Mould Base Standard / Steel | 45# | Steel for Sliders, Inserts, Lifters | NAK80 / FDAC |
| Injection Moulding Process | Standard | Number of Cavities | 1 x 1 |
| Cycle Time | 40s - 50s | Hot Runner System Type | Integrated Hot Runner |
| Manufacturing Lead Time | 50 - 60 days |
Center Console Mould Quality Essentials
SINOMOULD strictly controls every quality aspect of the center console mould to ensure high dimensional stability, excellent surface texture, and long‑term assembly reliability of the injection moulded parts. Given the complex structure and high functional integration of the center console, we implement the following quality essentials:
- Surface quality and texture consistency: Achieve uniform grain and gloss through high‑speed milling combined with electrical discharge machining (EDM). For visible areas such as cup holders and storage boxes, chemical etching or laser engraving is used to ensure that texture depth and roughness meet automotive interior CMF requirements.
- Cooling and venting system optimisation: Design conformal cooling channels to keep cavity temperature variation ≤3°C, shortening moulding cycle time by over 20%. Properly position venting slots (depth 0.02–0.05 mm) to prevent gas traps, burn marks, and weld lines.
- Quality of functional component moulds: For functional structures such as snap‑fits, hinges, and rails on the centre console, use high‑wear-resistant inserts (e.g., powder high‑speed steel) and apply local hardening to ensure no fracture or excessive wear after one million moulding cycles.
Center Console Mould Machining Essentials
Relying on an advanced digital manufacturing platform and extensive automotive mould experience, SINOMOULD achieves high‑precision, high‑efficiency machining of centre console moulds. The core machining essentials are as follows:
- 5‑axis high‑speed milling: Use a 5‑axis machining centre to complete complex curved surfaces (e.g., the rounded surfaces of cup holders and the curved surface of armrest covers) as well as precision structures such as sliders and lifters in a single setup. Profile accuracy ≤0.005 mm, surface roughness Ra ≤0.4 μm.
- Precision EDM and wire‑cut EDM (WEDM): For features such as deep narrow slots, reinforcing ribs, and snap‑fit holes that are difficult to machine directly by 5‑axis milling, use mirror EDM and wire‑cut EDM (WEDM) to ensure dimensional accuracy of ±0.003 mm without micro‑cracks.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}