
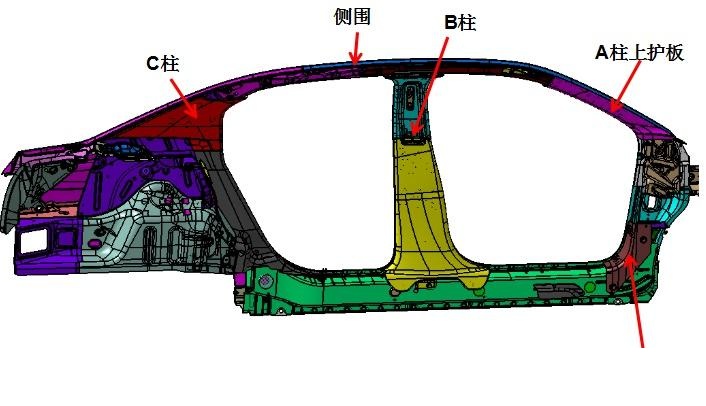
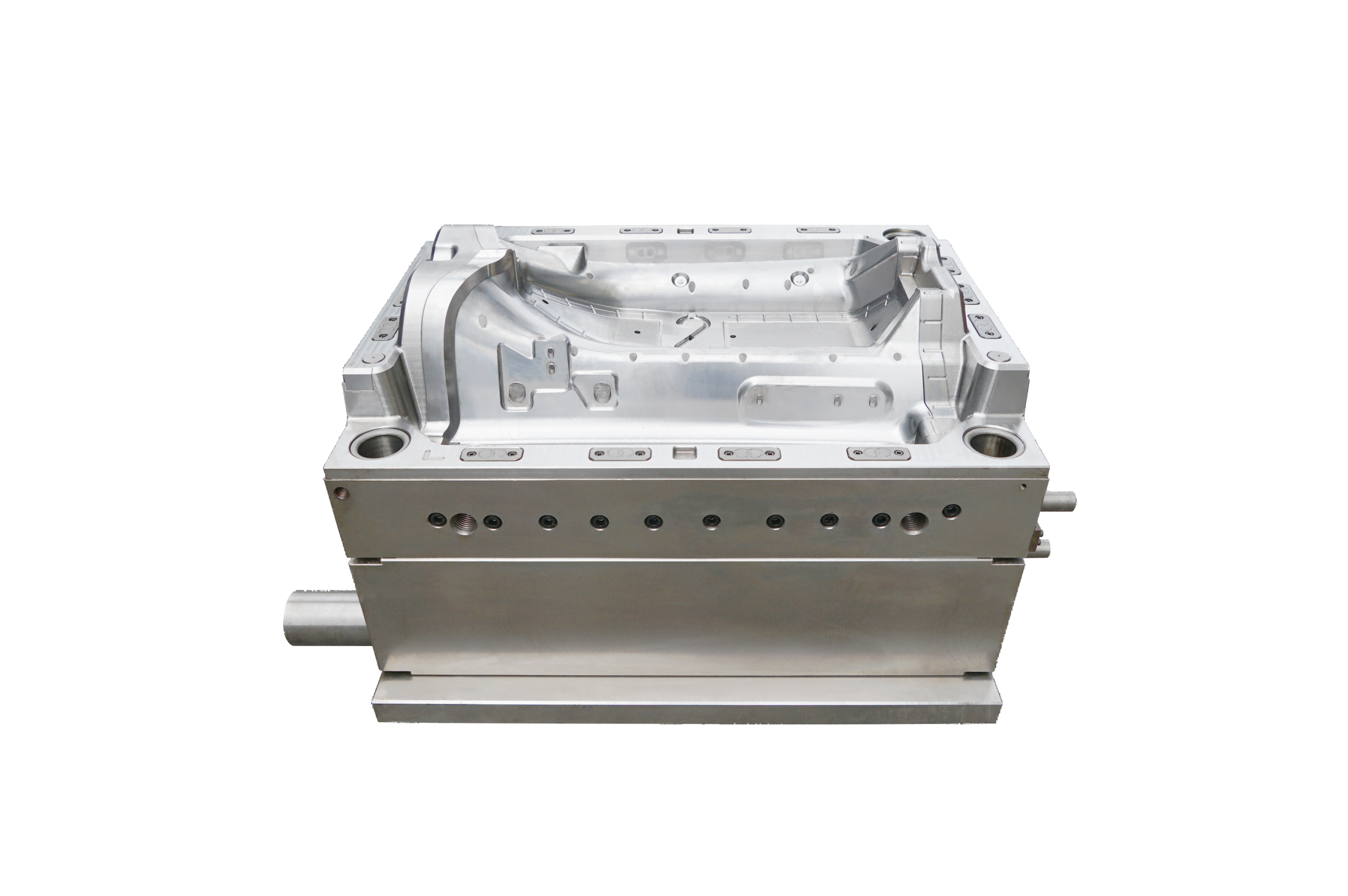
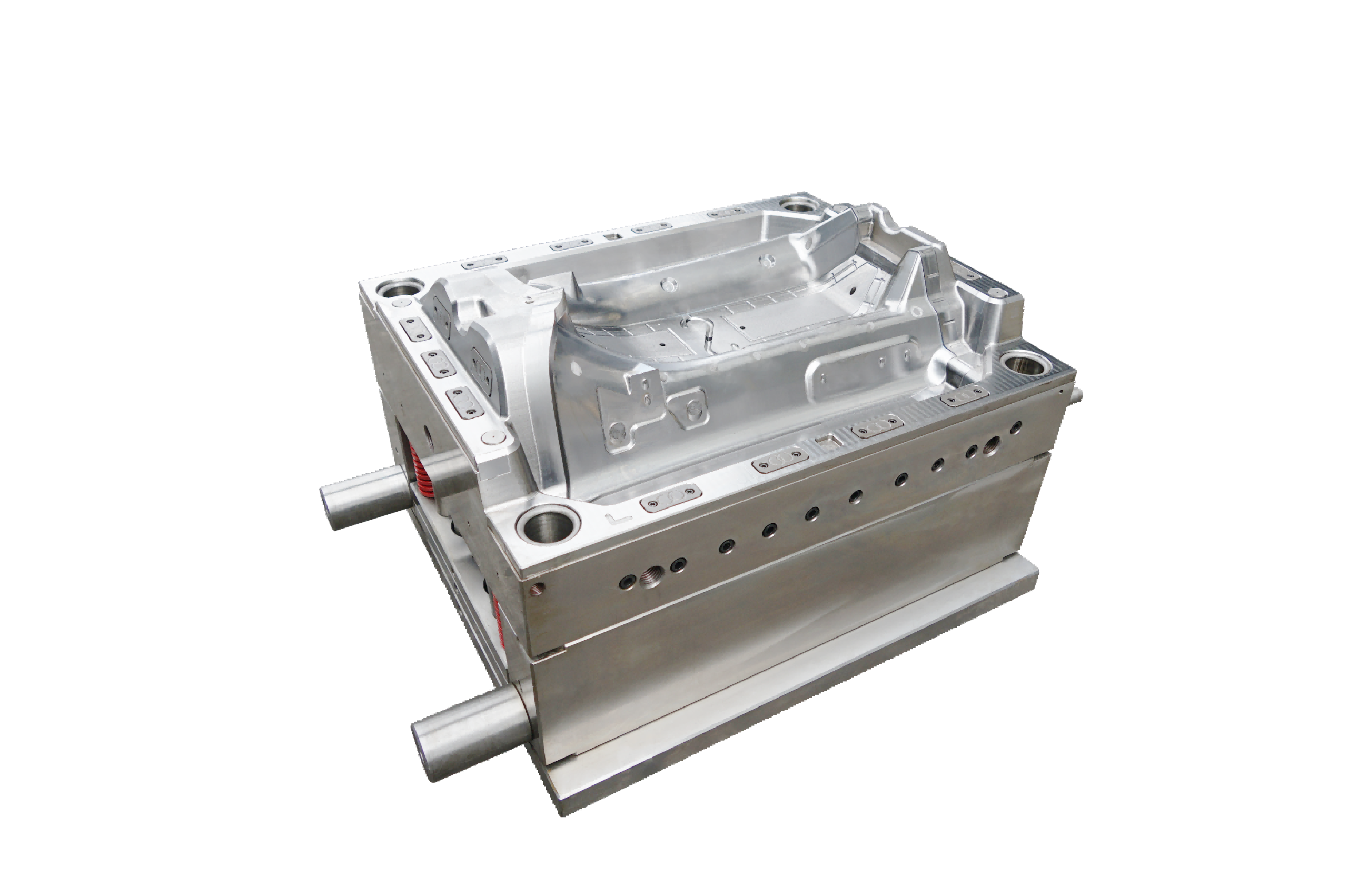
Front & Rear Pillar Mould
Front & Rear Pillar Mould Specifications
| Front & Rear Pillar Mould Cavity Steel | 718H | Compatible Injection Moulding Machine | 800 Ton |
| Front & Rear Pillar Mould Core Steel | P20H | Raw Material MFI (Example) | PP |
| Mould Base Standard / Steel | 45# | Steel for Sliders, Inserts, Lifters | NAK80 / FDAC |
| Injection Moulding Process | Low-Pressure Injection Moulding | Number of Cavities | 1 x 2 |
| Cycle Time | 40s - 50s | Hot Runner System Type | Integrated Hot Runner |
| Manufacturing Lead Time | 45 - 55 days |
Front & Rear Pillar Mould Quality Essentials
SINOMOULD strictly controls the manufacturing standards of side trim panel moulds. Given the characteristics of side trim panels — slender shape, uneven wall thickness, and high appearance requirements — we implement the following quality essentials:
- Precision assembly and parting line control: Using CMM and gauges, we ensure the fit clearance between mould plates is ≤0.015 mm. For slender side trim panels, the parting line adopts a wave‑shaped curved sealing structure to completely eliminate flash (burrs) on the edges of the plastic part.
- Surface appearance quality (texturing and polishing): Side trim panels are typically high‑visibility areas. We use high‑speed milling combined with mirror EDM to achieve surface roughness Ra ≤0.1 μm, and then apply chemical etching to produce uniform grain depth, ensuring no orange peel or flow marks.
- Gate mark control: The hot runner system uses sequential valve‑gate control, with gates placed on non‑visible surfaces or inside snap‑fit grooves. Gate stub height is controlled to below 0.2 mm, eliminating the need for post‑moulding trimming and avoiding scratches on the finished surface.
- Dimensional stability and thermal balance: Optimised conformal cooling channels keep the temperature variation across the mould cavity within ±2°C, preventing arching or warpage of the side trim panel along its length direction due to thermal expansion/contraction, ensuring accurate mounting hole positions for vehicle assembly.
Front & Rear Pillar Mould Machining Essentials
To achieve high‑efficiency production and extreme straightness requirements for side trim panel moulds, SINOMOULD adopts the following precision machining essentials:
- High‑speed machining of deep cavities and long ribs: Using 5‑axis simultaneous machining centres for high‑speed dynamic milling of slender cores. Cycloidal toolpaths reduce cutting resistance, ensuring no tool deflection on cores longer than 1.5 metres, with profile accuracy of 0.008 mm.
- Refined venting slot machining: At the filling ends of the slender part and along weld line areas, precision surface grinders machine venting slots 0.02–0.03 mm deep. Patterned venting steel (produced by EDM) is also applied to prevent gas traps that could cause bubbles or short shots.
- Complex slider and undercut machining: For mounting clips and locating pins at the bottom of the side trim panel, wire EDM (wire‑cut) is used for one‑step forming, ensuring smooth slider movement and precise resetting during mould closing, with no risk of damaging the plastic part.
Front & Rear Pillar Mould Flow Analysis
{kind=link}
{kind=link}
{kind=link}
{kind=link}