
INS Mould
INS Mould Specifications
| INS Mould Cavity Steel | 2344 | Compatible Injection Moulding Machine | 800 Ton |
| INS Mould Core Steel | H13 | Raw Material MFI (Example) | ABS |
| Mould Base Standard / Steel | 45# | Steel for Sliders, Inserts, Lifters | NAK80 / FDAC |
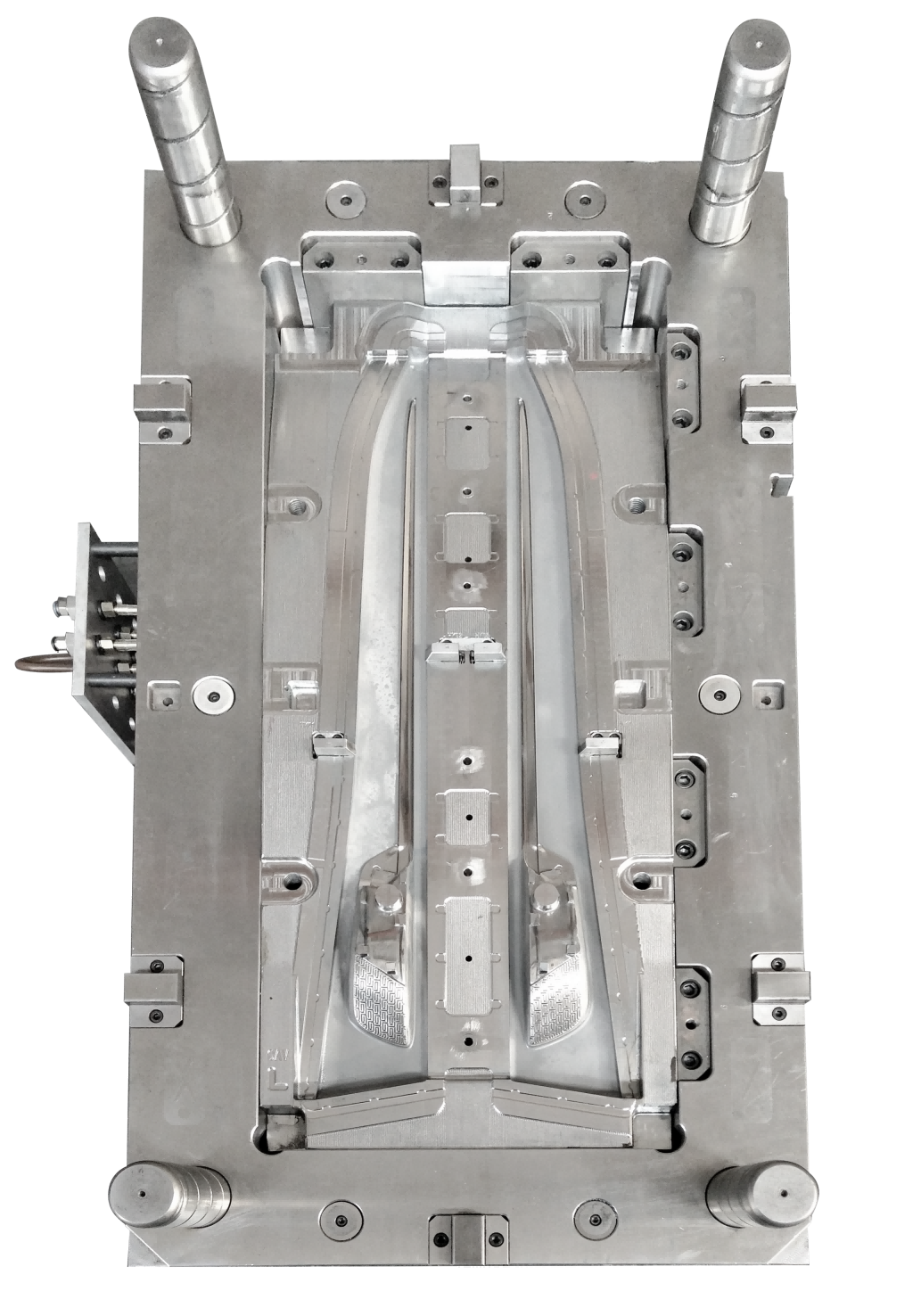
| Number of Cavities | 1 x 2 | Cycle Time | 40s - 50s |
| Hot Runner System Type | Integrated Hot Runner | Manufacturing Lead Time | 45 - 55 days |
Automotive INS Mould Quality Essentials
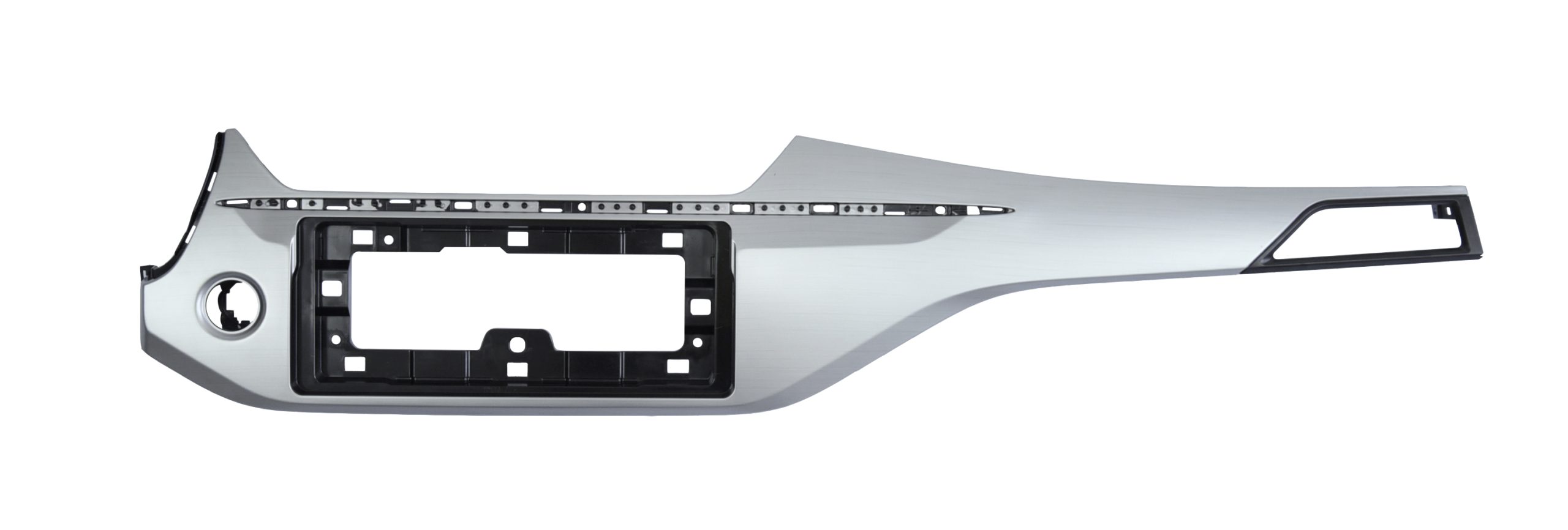
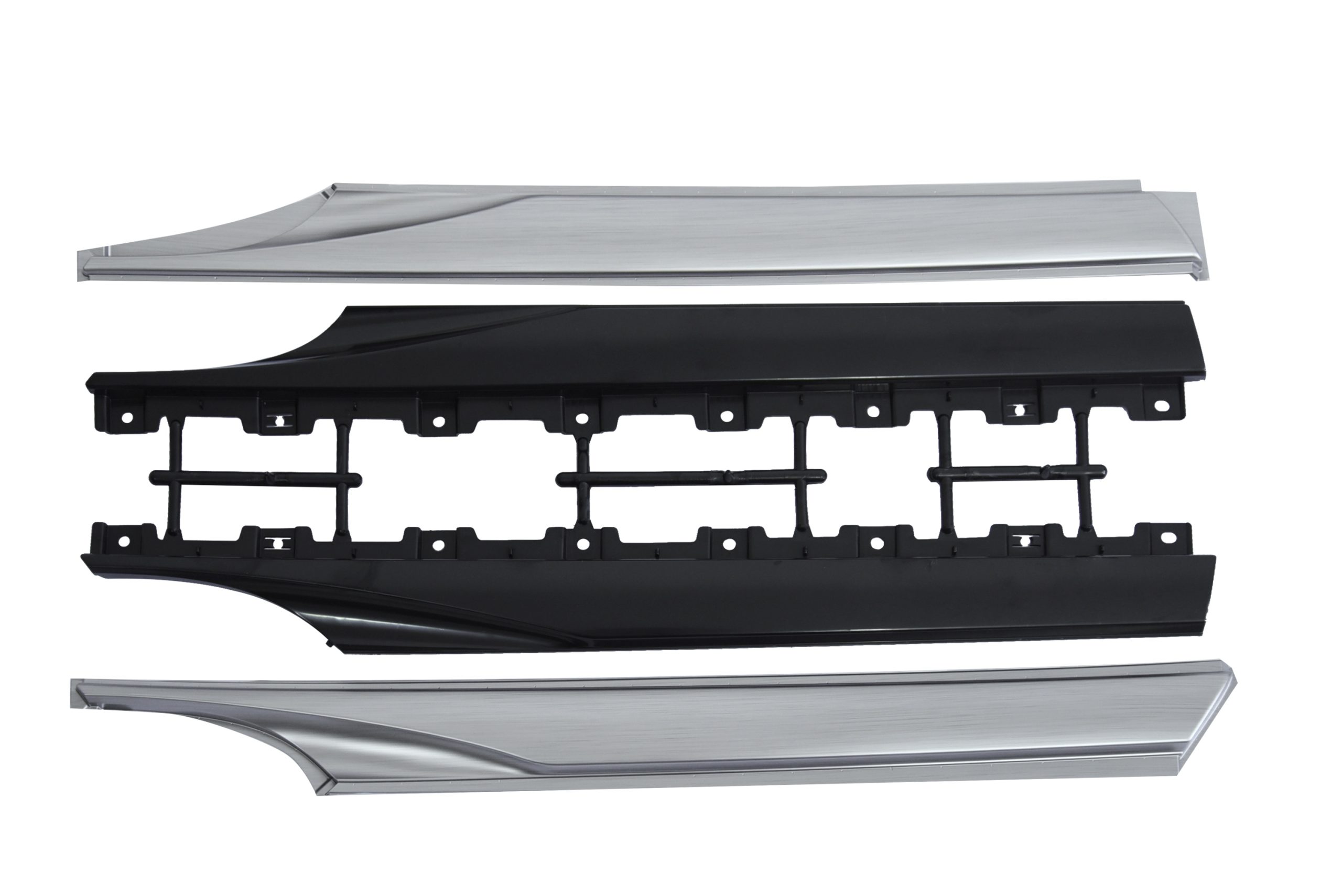
SINOMOULD strictly controls the full-process quality of automotive INS moulds, ensuring perfect bonding between the decorative film layer and the plastic substrate, meeting the high appearance and durability requirements of automotive interiors. Core quality essentials include:
- Film positioning accuracy: The film positioning groove and locating pins are machined to micron-level precision, ensuring a film position deviation ≤0.05mm before mould clamping, preventing pattern shift.
- Vacuum adsorption system reliability: The cavity surface is uniformly perforated with micro‑holes for vacuum adsorption; airtightness testing (pressure holding ≥30 seconds with no leakage) ensures the film lies flat without bubbles or wrinkles.
- Surface quality and demoulding performance: Mould cavity surface roughness Ra ≤0.2μm, combined with nano‑coating treatment, prevents scratching of the film, while optimized draft angles avoid delamination of the decorative layer.
- Thermal balance and deformation resistance: Heat‑resistant mould steel (e.g., H13) is vacuum quenched and double‑tempered; cavity temperature variation is controlled within ±2°C to prevent uneven thermal shrinkage of the film during high‑temperature injection.
- Durability and service life: Key inserts (such as film edge‑holding blocks) are made of powder high‑speed steel with surface hardness ≥60 HRC, ensuring no wear failure for over 500,000 cycles.
Automotive INS Mould Machining Essentials
Relying on high‑precision CNC equipment and an experienced process team, SINOMOULD achieves precision machining of automotive INS moulds. Key machining essentials include:
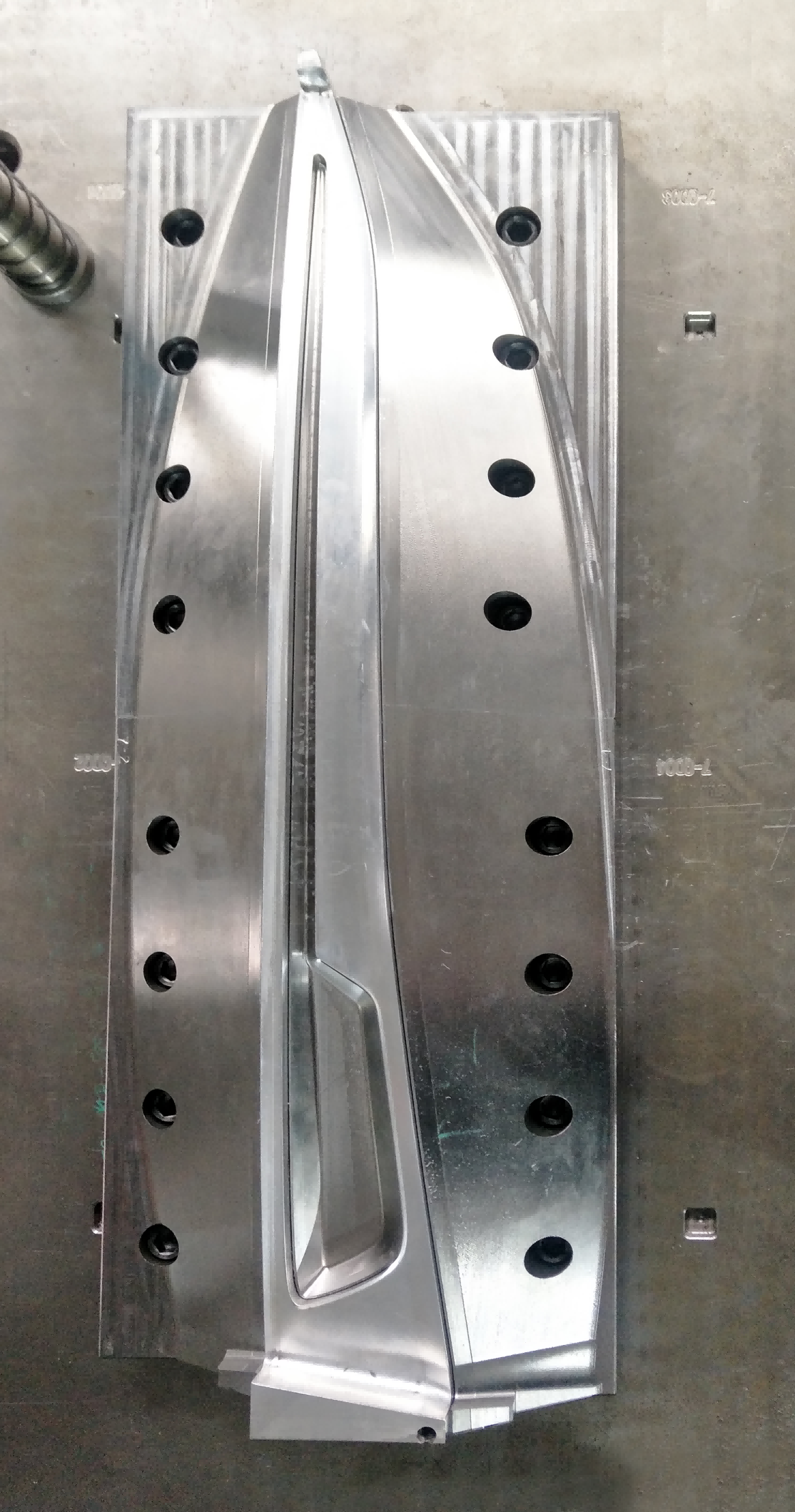
- 5‑axis high‑speed milling: 5‑axis simultaneous machining centers finish complex curved surfaces (e.g., instrument panel curved areas) and film positioning frames with profile accuracy ≤0.005mm.
- Micro‑machining of vacuum adsorption grooves: Micro‑hole EDM or laser drilling technology produces vacuum adsorption micro‑holes of 0.2–0.5mm diameter, uniformly distributed and burr‑free, ensuring even suction force.
- Mirror polishing and texture treatment: The cavity surface is mechanically and ultrasonically mirror‑polished, then coated with an anti‑stick coating as required; the film edge‑holding area receives EDM texture to increase positioning friction.
- Precision assembly and clearance control: The fit clearance between the positioning groove and the film frame is strictly controlled to 0.01–0.02mm, inspected piece by piece with a CMM, preventing film extrusion or shifting during clamping.
- Hot runner system optimization: For the INS process, a valve‑gated nozzle is used; the gate is positioned away from the film area, and the runner is smoothly polished to reduce melt impact on the film.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}