
Battery Pack Housing Mould
Battery Pack Housing Mould Quality Essentials
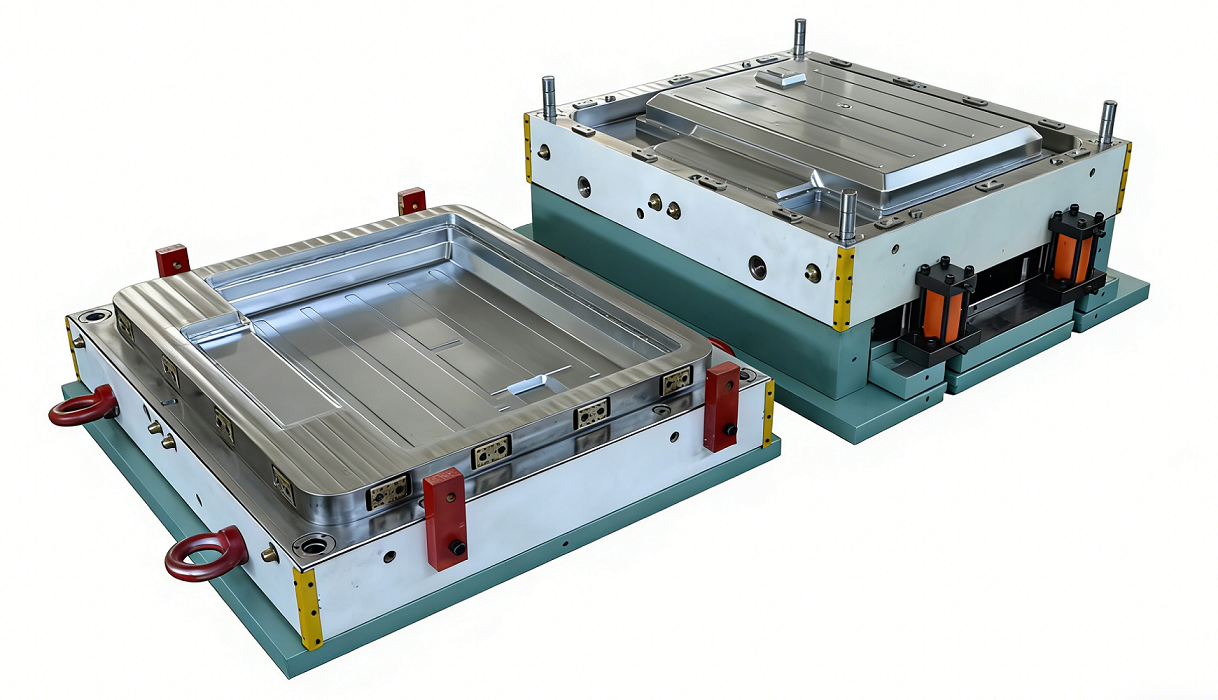
SINOMOULD strictly controls the design and manufacturing quality of battery pack housing moulds, addressing the special requirements of large housing dimensions (often 1.5–2.5 metres), high air‑tightness (IP67/IP68), flame retardancy, and electrolyte corrosion resistance. The following quality essentials are implemented:
- Rigid design of the large mould base for battery pack housing moulds: A high‑strength mould base (e.g., Longji S50C or imported S55C) is used, with plate thickness increased by 20%–30% and support columns arranged more densely. Under injection pressure, mould plate deformation is controlled to ≤0.02 mm/m, ensuring the large housing meets flatness requirements.
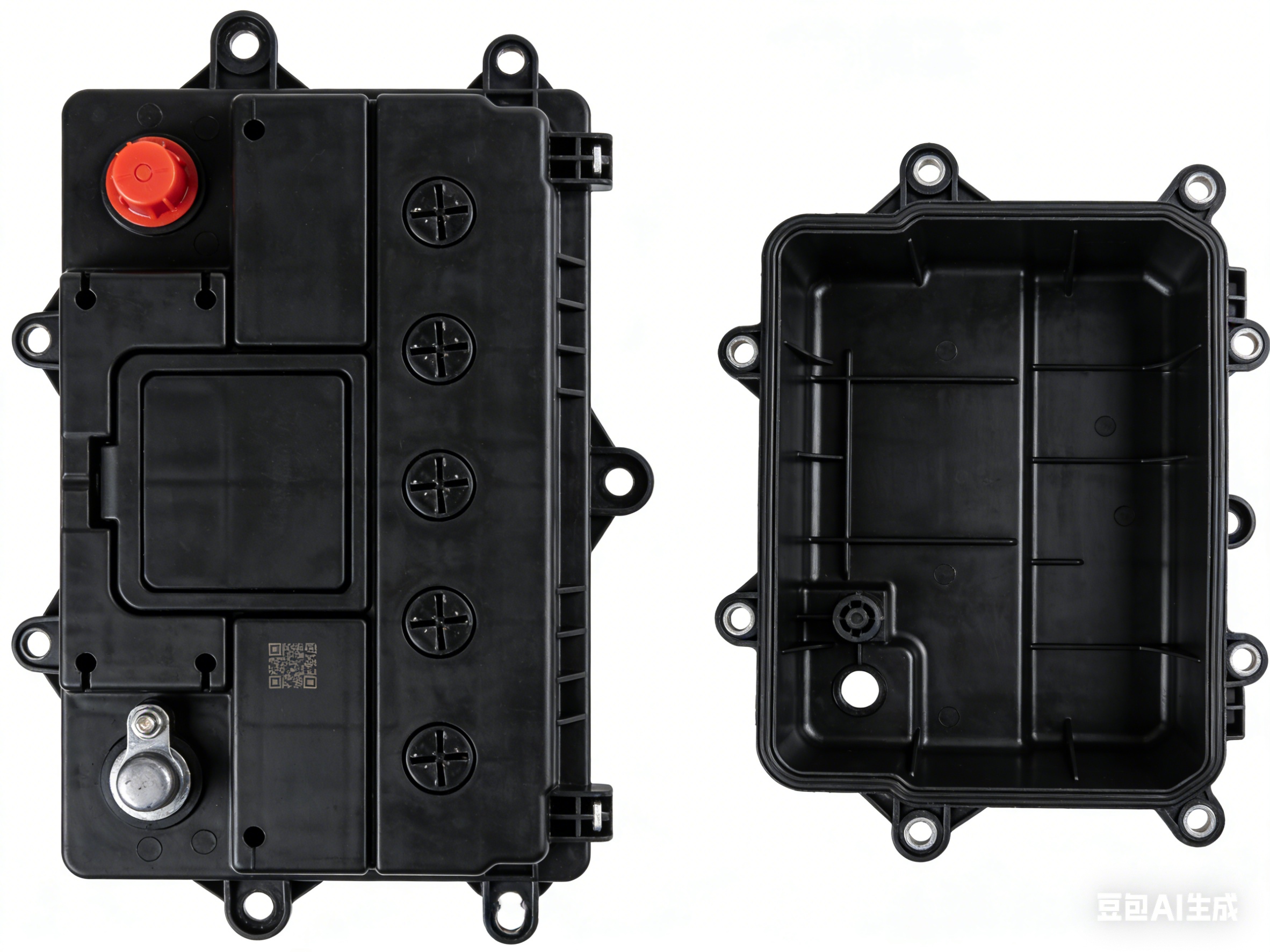
- High‑pressure air‑tight sealing structure of battery pack housing moulds: A labyrinth‑type multi‑seal design is applied to the parting line, with precision grinding achieving a fit of ≤0.01 mm. Ejector pin holes and slider mating surfaces are equipped with silicone sealing rings or self‑lubricating wear‑resistant seals. An air‑tightness test at ≥50 kPa shows no pressure drop.
- Corrosion resistance and flame‑retardant adaptability of battery pack housing moulds: The moulded surfaces are made of corrosion‑resistant stainless steel (e.g., S136H, 420SS) or hard chrome plated (thickness ≥0.02 mm, hardness HV900+) to resist corrosive gases released by flame‑retardant plastics (e.g., FR‑PC/ABS).
- Cooling system uniformity of battery pack housing moulds: Dense conformal cooling channels are designed to keep the cavity temperature variation within ±3°C, preventing flatness deviation or mounting hole shift caused by uneven thermal shrinkage.
- Functional structure quality of battery pack housing moulds: For structures such as mounting bosses, reinforcing ribs, sealing grooves, and copper nut insert holes, high‑wear‑resistant inserts with local hardening (HRC55–60) are used, ensuring no wear failure after one million injection cycles.
Battery Pack Housing Mould Machining Essentials
Relying on large 5‑axis gantry machining centres and a digital manufacturing platform, SINOMOULD achieves high‑precision, high‑stability machining of battery pack housing moulds. The core machining essentials are as follows:
- Full digital design of battery pack housing moulds: UG/NX is used for 3D modelling, and Mouldflow analysis optimises the multi‑point sequential valve‑gate hot runner system (typically 8–16 gates). Shrinkage compensation (0.4%–0.6%) in the length and width directions of the large housing is pre‑compensated.
- Precision machining of large mould bases for battery pack housing moulds: A large 5‑axis gantry milling machine machines the reference surfaces and plates of the mould base, achieving flatness ≤0.01 mm/m and perpendicularity ≤0.015 mm/300 mm, ensuring an accurate assembly reference.
- High‑speed cavity machining of battery pack housing moulds: Large‑diameter finishing cutters (D32R5) combined with high‑speed milling strategies achieve rapid finishing of large cavity areas, with profile accuracy ≤0.008 mm and surface roughness Ra ≤0.6 μm, reducing polishing work.
- Micro‑machining of sealing grooves for battery pack housing moulds: High‑precision ball‑nose cutters or grinding heads machine sealing grooves, achieving groove width tolerance ±0.008 mm and groove bottom roughness Ra ≤0.4 μm, with no tool step marks, ensuring uniform compression of the sealing ring after installation.
- Rigorous mould trial and validation of battery pack housing moulds: DOE optimisation is performed on a large‑tonnage injection moulding machine (≥2000 T). Air‑tightness testing, flatness inspection (CMM scanning), flame‑retardant grade validation, electrolyte corrosion resistance testing, and full dimensional inspection are completed, with a CPK report (≥1.33) provided.
{kind=link}
{kind=link}
{kind=link}
{kind=link}